
344*348*10*16H型钢 鹤岗热镀锌H型钢 按需定做



竖向钢筋电渣力焊技术的应用,代替了原来习惯采用的搭接绑扎和手工电孤焊的方法。应用此技术可以达到保证施工质量、降低工程成本、加快工程进度、减轻工人劳动强度的良好效果,而且工艺操作简单、容易掌握。焊接范围:多、高层框架(或框剪等)结构中的竖向钢筋直径在16~32㎜的Ⅰ、Ⅱ、Ⅲ级钢筋,其焊接接头质量应符合《钢筋焊接及验收规程》(JGJ18~84)规定。基本原理:电渣压力焊是借助被焊钢筋端头之间形成的电孤,来熔化焊剂而获得2℃以上高温熔渣将被焊钢筋端头均匀地熔化,再经挤压而形成焊接接头的方法。轧三特钢
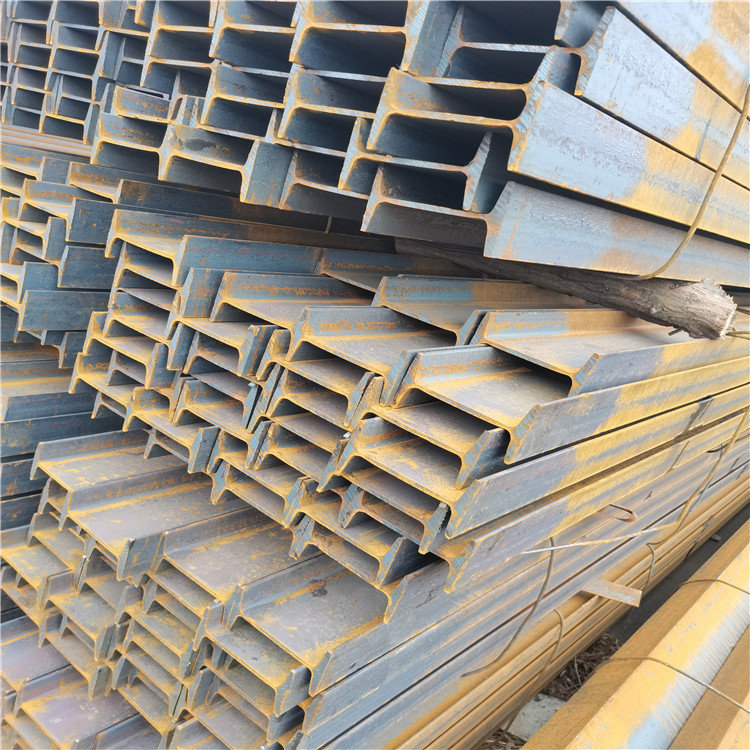
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H m的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不 16H型钢 鹤岗热镀锌H型钢 按需为了提高煤比,进行了制粉攻关,通过设备改造,将制粉能力提高到12t/h的水平,喷煤量达到10t/h。高炉煤比由原来的110kg/t提高到140kg/t的水平,为调整高炉结构,以煤换焦,降低比打下了基础。5规范操作根据外围条件和高炉运行状况制定高炉操作方针,要求当班工长严格执行,特别是对炉温下限,料速上限,是关注的重点,同时,根据铭福的生产特点,原条件稳定,所以给于工长的调剂手段越少越好,减少因为调整造成的炉况波动。
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。
型钢 鹤岗热镀锌H型钢 按需根据加热介质、加热温度和冷却方法的不同,每一大类又可区分为若干不同的热工艺。同一种金属采用不同的热工艺,可获得不同的组织,从而具有不同的性能。钢铁是工业上应用 广的金属,而且钢铁显微组织也 为复杂,因此钢铁热工艺种类繁多。整体热是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热工艺。钢铁整体热大致有退火、正火、淬火和回火四种基本工艺。退火是将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却,目的是使金属内部组织达到或接衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。2.3防喘控制:运行机组的防喘控制界面,操作人员可通过此界面查看当前机组的运行工况是否稳定,并及时进行调整。界面中给出了防喘控制线、安全线和安全线,三条临界曲线,便于操作者直观了解当前运行工况。2.4报查看:查看机组实时报和历史报,便于机组故障分析。2.5联合控制:对3台机组进行联合运行控制,包括进出口压力控制和流量控制。2.6逻辑图:机组启停机逻辑顺序图,便于对机组启动、停机控制的分析,便于故障查找。在实验中,由阀门上的位置传感器计算阀门的度。当阀门先离A传感器,后离B传感器时,表示阀门在关阀。当阀门先离B传感器,后离A传感器时,表示阀门在阀。传感器接收到的是一个脉冲信号,通过位置传感器的采集信号来记下阀门的关状态。在上位机中用编程软件CX-programmer编写梯形图,然后把梯形图到PLC中运行,在上位机的组态软件中进行控制和监控,阀门关量的多少可由组态软件界面输入的圈数值确定。